Pultruziya üçün birbaşa hərəkət



Pultruziya üçün birbaşa hərəkət
Pultruziya üçün Direct Roving, doymamış polyester, vinil efir, epoksi və fenol qatranları ilə uyğun gəlir.
Xüsusiyyətlər
●Yaxşı proses performansı və aşağı tüklülük
● Çoxsaylı qatran sistemləri ilə uyğunluq
●Yaxşı mexaniki xüsusiyyətlər
● Tam və sürətli islanma
●Əla turşu korroziyasına davamlıdır

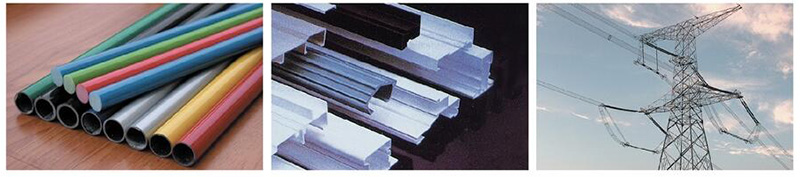
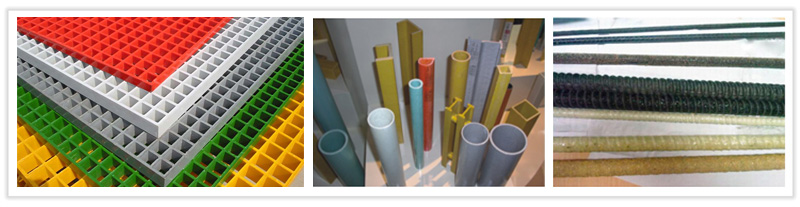
Tətbiq:
Tikinti və tikinti, telekommunikasiya və izolyator sənayesində geniş istifadə olunur.
Açıq hava idman avadanlıqları üçün pultruziya profilləri, optik kabellər, müxtəlif bölmə çubuqları və s.
Məhsul Siyahısı
| Məhsul | Xətti Sıxlıq | Qatran Uyğunluğu | Xüsusiyyətlər | Son İstifadə |
| BHP-01D | 300,600,1200 | VE | Matris qatranı ilə uyğundur; Son kompozit məhsulun yüksək dartılma gücü | Optik kabel istehsalında istifadə olunur |
| BHP-02D | 300-9600 | UP,VE,EP | Matris qətranına uyğundur; Tez islanır; Kompozit məhsulun əla mexaniki xüsusiyyətləri | Müxtəlif bölmə çubuqlarının istehsalı üçün istifadə olunur |
| BHP-03D | 1200-9600 | UP,VE,EP | Qatranlarla uyğunluq; Kompozit məhsulun əla mexaniki xüsusiyyətləri | Müxtəlif bölmə çubuqlarının istehsalı üçün istifadə olunur |
| BHP-04D | 1200,2400 | EP, Polyester | Yumşaq iplik; Aşağı tüklü; Qatranlarla uyğundur | Qəliblənmiş barmaqlıq istehsalında uyğundur |
| BHP-05D | 2400-9600 | UP,VE,EP | Kompozit məhsullar üçün əla dartılma, əyilmə və kəsmə xüsusiyyətləri | Yüksək performanslı pultruded profillər |
| BHP-06D | 2400,4800,9600 | EP | Yüksək lif möhkəmliyi, Yaxşı bütövlük və lentləşmə, Epoksi qatranı ilə uyğunluq, Qatranlarda tam və tez islanma, Yaxşı mexaniki xüsusiyyətlər, Hazırlanmış materialın əla elektrik xüsusiyyətləri | izolyasiya çubuqları və izolyasiya dayaqları |
| Şəxsiyyət | |||||||
| Şüşə növü | E | ||||||
| Birbaşa Səyahət | R | ||||||
| Filament diametri, μm | 13 | 16 | 17 | 17 | 22 | 24 | 31 |
| Xətti Sıxlıq, tekst | 300 | 200 400 | 600 735 | 1100 1200 | 2200 | 2400 4800 | 9600 |
| Texniki Parametrlər | |||
| Xətti Sıxlıq (%) | Nəmlik miqdarı (%) | Ölçü Tərkibi (%) | Sınıq Gücü (N/Tex) |
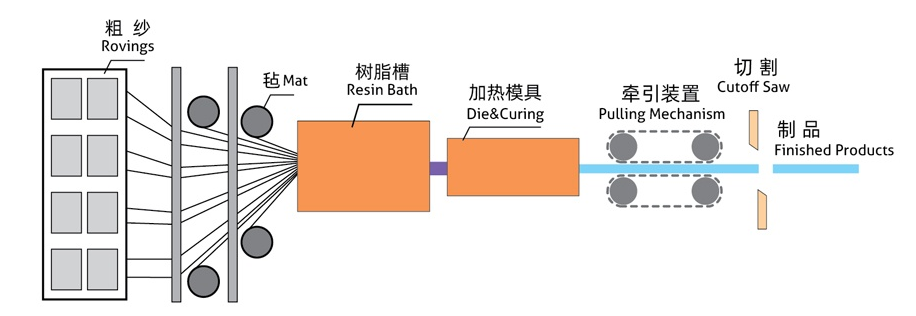
Pultruziya prosesi
Çubuqlar, paspaslar və ya digər parçalar qətran hopdurma vannasından keçirilir və sonra davamlı dartma cihazı istifadə edərək qızdırılan qəlibə çəkilir. Son məhsullar yüksək temperatur və yüksək təzyiq şəraitində formalaşır.