LFT üçün birbaşa hərəkət



LFT üçün birbaşa hərəkət
LFT üçün birbaşa sürüşmə, PA, PBT, PET, PP, ABS, PPS və POM qatranları ilə uyğun silan əsaslı ölçü ilə örtülmüşdür.
Xüsusiyyətlər
●Aşağı tüklü
●Çoxlu termoplastik qatranla əla uyğunluq
●Yaxşı emal xüsusiyyəti
● Son kompozit məhsulun əla mexaniki xüsusiyyətləri

Tətbiq
Avtomobil, tikinti, idman, elektrik və elektron tətbiqlərdə geniş istifadə olunur

Məhsul Siyahısı
| Məhsul | Xətti Sıxlıq | Qatran Uyğunluğu | Xüsusiyyətlər | Son İstifadə |
| BHLFT-01D | 400-2400 | PP | Yaxşı dürüstlük | əla emal və mexaniki xüsusiyyətlər, sönmüş açıq rəng |
| BHLFT-02D | 400-2400 | PA, TPU | Aşağı tüklü | əla emal və mexaniki xüsusiyyətlərə malikdir, LFT-G prosesi üçün nəzərdə tutulmuşdur |
| BHLFT-03D | 400-3000 | PP | Yaxşı dispersiya | LFT-D prosesi üçün xüsusi olaraq hazırlanmış və avtomobil, tikinti, idman, elektrik və elektron tətbiqlərdə geniş istifadə olunur |
| Şəxsiyyət | |||||
| Şüşə növü | E | ||||
| Birbaşa Səyahət | R | ||||
| Filament diametri, μm | 400 | 600 | 1200 | 2400 | 3000 |
| Xətti Sıxlıq, tekst | 16 | 14 | 17 | 17 | 19 |
| Texniki Parametrlər | |||
| Xətti Sıxlıq (%) | Nəmlik miqdarı (%) | Ölçü Tərkibi (%) | Sınıq Gücü (N/Tex) |
| ISO1889 | ISO3344 | ISO1887 | IS03341 |
| ±5 | ≤0.10 | 0.55±0.15 | ≥0.3 |
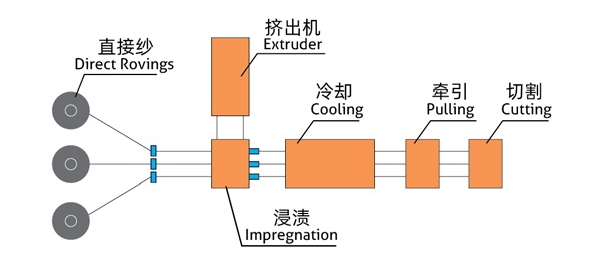
LFT Prosesi
LFT-D Polimer qranulları və şüşə rulonları polimerin əridildiyi və birləşmənin əmələ gəldiyi atwin-vintli ekstruderə daxil edilir. Daha sonra əridilmiş birləşmə inyeksiya və ya sıxılma qəlibləmə prosesi ilə birbaşa son hissələrə qəliblənir.
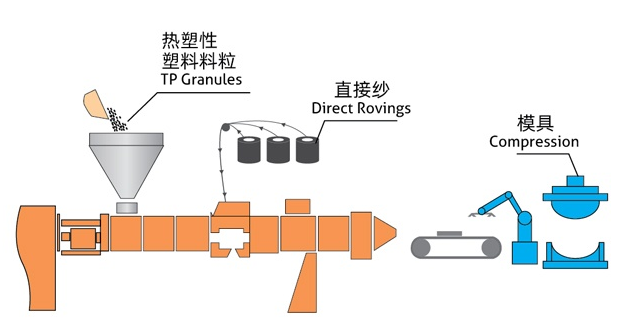
LFT-G Termoplastik polimer əridilmiş fazaya qədər qızdırılır və qəlib başına vurulur. Şüşə lifinin və polimerin tam hopdurulmasını təmin etmək və konsolidasiya olunmuş çubuqlar əldə etmək üçün davamlı hərəkət dispersiya qəlibindən keçirilir. Soyuduqdan sonra çubuq möhkəmləndirilmiş qranullara doğranır.